

Ülitäpne metalli stantsimine hõlmab stantsimist, mulgustamist ja sügavtõmbamist


Metalli stantsimine on masstootmiseks mõeldud protsess, kus kasutatakse stantsimismasinaid ja -tööriistu. See on täpsem, kiirem, stabiilsem ja odavam ühikuhind kui laserlõikus ja painutamine painutusmasinatega. Loomulikult tuleb kõigepealt arvestada tööriistade maksumusega.
Alamjaotuse kohaselt jaguneb metalli stantsimine tavaliseksTembeldamine,SügavjoonistusjaNCT stantsimine.

Pilt 1: HY Metalsi stantsimistöökoja üks nurk
Metallist stantsimisel on omadused kiired ja täpsed. Tembeldamise lõiketolerants võib ulatuda ±0,05 mm või paremini ja stantsimise paindetolerants ±0,1 mm või paremini.
Tembeldamistööriistade disain
Osade valmistamiseks on vaja stantsimisriistu, kui partii kogus on üle 5000 tk või kui see on kallis laserlõikus- ja painutusmasina abil.
HY Metalsi insenerimeeskond analüüsib teie metalldetaili ja kujundab teie tootejooniste ja kulude eelarve järgi parima stantsimisriista.

Pilt 2: Meil on tugev inseneritugi vormide kujundamisel
See võib olla progressiivne stants või ühe stantsiga stantside seeria, mis sõltub teie soovitud struktuurist, kogusest, tarneajast ja hinnast.
Progressiivne stants on pidev stantsimisvorm, mis suudab korraga läbi viia kõik või mitu protsessi. Valmis detaili saamiseks võib vaja minna vaid ühte progressiivse stantsi komplekti.
Pilt 3: See on näide lihtsast progressiivsest stantsist, mis lõikab ja painutab ühe korra.
Ühe stantsiga stantsimine on samm-sammult stantsimisprotsess. See võib sisaldada stantsimislõiketööriistu ja mitut stantsimispainutustööriista.
Ühe stantsiga tööriistu on lihtsam töödelda ja need on tavaliselt odavamad kui progressiivsed tööriistad. Kuid masstootmine on aeglasem ja stantsitud detailide ühikuhind on kõrgem.
Tembeldamine lõikamine
Tavaliselt on stantsimine lõikamine esimene samm aukude või kujundite lõikamisel.
Tembeldamisriistade abil lõikamine on palju kiirem ja odavam kui laserlõikus.
Tembeldamine vormimine
Mõnede lehtmetallist osade nõgusate ja kumerate struktuuride või ribide jaoks vajame nende vormimiseks stantsimisriistu.
Tembeldamine ja painutamine
Stantsimine ja painutamine on odavam ja kiirem kui painutusmasinad. Kuid see sobib ainult keeruka konstruktsiooni ja väikese suurusega (nt 300 mm * 300 mm) detailide jaoks, sest suuremate painutusmõõtmete korral on ka tööriistade maksumus suurem.
Seega mõnikord suurte ja suurtes kogustes detailide puhul projekteerime ainult stantsimis- ja lõiketööriistad, mitte painutustööriistu. Painutame detaile ainult painutusmasinatega.
Meil on 5 professionaalset tööriistade projekteerimisinseneri, kes pakuvad teie metallstantsimisdetailide jaoks parimaid lahendusi.


Pilt 4: HY Metalsi stantsimisriistade ladu
Meil on metalli stantsimiseks üle 20 komplekti stantsimis- ja mulgustusmasinaid võimsusega 10T kuni 1200T. Oleme ise valmistanud sadu stantsimisvorme ja stantsinud igal aastal miljoneid täppismetallist detaile klientidele üle kogu maailma.
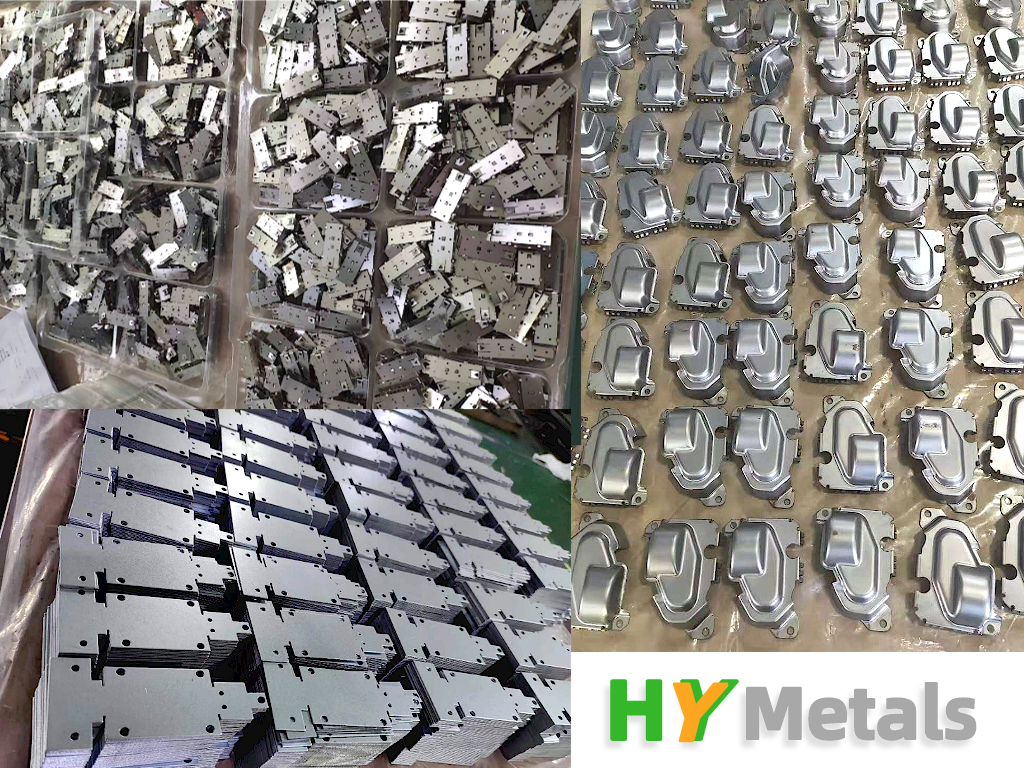
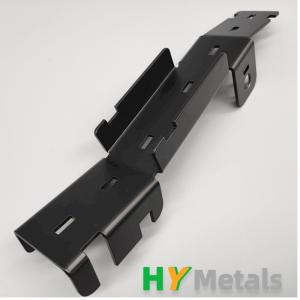
Pilt 5: Mõned HY-metallide stantsitud osad
Sügavjoonistus
Sügavtõmbamine on omamoodi stantsimine sügavamate ja nõgusate struktuuride jaoks. Köögis olevad roostevabast terasest valamubasseinid ja -mahutid on mõned sügavtõmbamise teel saadud osad, mida me näeme.
Me valmistame palju täppistööstuse detaile sügavtõmbamise teel.

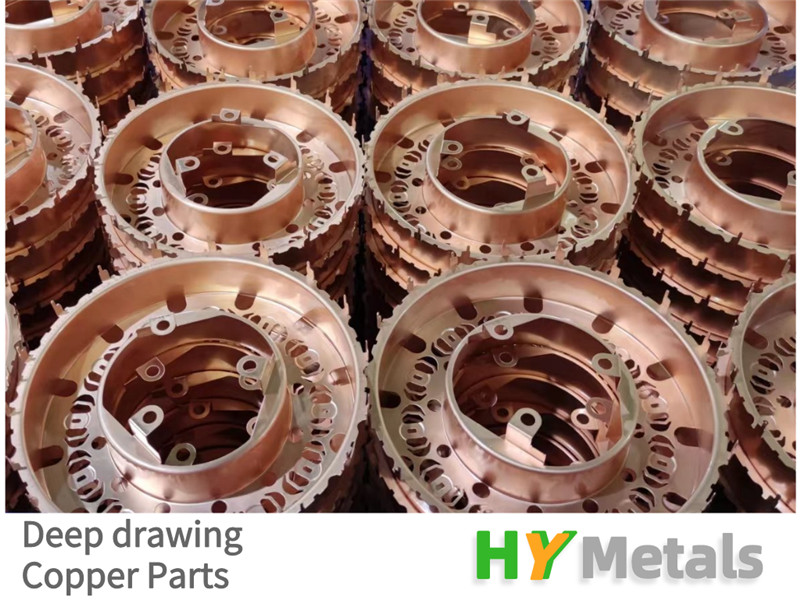
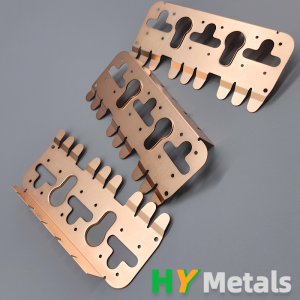
Pilt 6: Vasedetailide sügavtõmbamine ja stantsimine
See on vasest sügavtõmbamiseks ja stantsimiseks mõeldud detail.
Selle osa jaoks kavandasime kokku 7 komplekti ühe stantsimistööriistu, sealhulgas 3 komplekti sügavtõmbamistööriistu vormimiseks ja 4 stantsimistööriista lõikamiseks ja painutamiseks.
NCT stantsimine

NCT-stants on lühend sõnadest Numerical Control Turret Punch Press, tuntud ka kui Servo Punch, mis toimib tööstusliku juhtimissüsteemiga automaatse masinaga.
NCT-stants on samuti külmstantsimisprotsess. Seda kasutatakse tavaliselt võrgusilma või OB-avade lõikamiseks.
Paljude aukudega lehtmetallist osade puhul on NCT-stantsimine parem valik, kuna see on odavam ja kiirem kui laserlõikus.
Ja me teame, et laserlõikus põhjustab kuumuse tõttu teatud deformatsiooni.
NCT-stants on külmprotsess, mis ei põhjusta kuumdeformatsiooni ja hoiab lehtmetalli parema tasapinna.
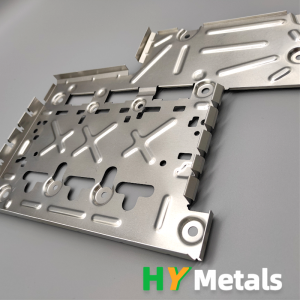
Pilt 7: Mõned HY Metalsi NCT-stantstooted
-
Lehtmetallist plaatide valmistamise eritellimusel teenus...
-

Ülitäpne metalli stantsimine hõlmab stantsimist...
-
Ülitäpsed lehtmetallist osad vaskkontaktiga ...
-

Täppislehtmetalli painutamise ja vormimise protsess
-

Tsingitud terasest lehtmetallist osad &...
-

Lehtmetallist prototüüp lühikese teostusajaga
-
Roostevabast terasest lehtmetallist kronstein musta ...