

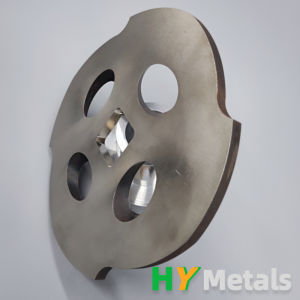
Täppis-CNC-töödeldud titaandetailid haavlipööretega



RaskusedCNC-Titaanisulamist osade töötlemine ja anodeerimine
CNC-töötlusTitaanisulamite töötlemine esitab materjali loomupäraste omaduste tõttu ainulaadseid väljakutseid. Titaan on tuntud oma kõrge tugevuse ja kaalu suhte, korrosioonikindluse ja biosobivuse poolest, mistõttu on see populaarne valik lennunduses, meditsiinis ja autotööstuses. Samas muudavad need omadused ka töötlemisprotsessi keerulisemaks.
Töötlemise väljakutsed
1. Tööriistade kulumine:Titaanisulamid on teadaolevalt abrasiivsed, põhjustadestööriistade kiire kulumineTitaani suur tugevus tähendab, et lõikeriistad peavad olema valmistatud täiustatud materjalidest, näiteks karbiididest või keraamikast, et taluda tekkivaid pingeid. Isegi nende materjalide puhul võib tööriista eluiga olla oluliselt lühem kui pehmemate metallide töötlemisel.
2. Kuumus:Titaanil on madal soojusjuhtivus, mis tähendab, et töötlemise ajal tekkiv soojus ei haju nii kiiresti. See põhjustab töödeldava detaili ja lõikeriista termilist deformatsiooni, mille tulemuseks on halb pinnaviimistlus ja mõõtmete ebatäpsused. Tõhusad jahutusstrateegiad, näiteks kõrgsurvejahutussüsteemide kasutamine, on selle probleemi leevendamiseks üliolulised.
3. Kiibi moodustumine:Probleeme võib tekitada ka see, kuidas titaanist laastud töötlemise ajal tekivad. Erinevalt pehmematest metallidest, mis tekitavad pidevaid laaste, tekitab titaan tavaliselt lühikesi ja peeneid laaste, mis võivad tööriista või tooriku külge takerduda, muutes töötlemisprotsessi veelgi keerulisemaks.
4. Töötlemisparameetrid:Õige lõikekiiruse, etteandekiiruse ja lõikesügavuse valimine on ülioluline. Liiga agressiivsed parameetrid võivad põhjustada tööriista rikkeid, samas kui liiga konservatiivsed sätted võivad kaasa tuua ebaefektiivse töötlemise ja pikendada tootmisaega. Parima tasakaalu leidmine nõuab ulatuslikke kogemusi ja katsetamist.
5. Tooriku hoidmine:Titaanil on madal elastsusmoodul, mis tähendab, et see deformeerub rõhu all, muutes tooriku hoidmise keeruliseks. Detailide stabiilsuse tagamiseks töötlemise ajal on sageli vaja spetsiaalseid kinnitusvahendeid ja kinnitusmeetodeid, mis võib protsessile lisada keerukust ja kulusid.
Anodeerimise väljakutse
PärastCNC-Kui töötlemine on lõppenud, muudab titaanisulami anodeerimine tootmisprotsessi veelgi keerulisemaks.Anodeerimineon elektrokeemiline protsess, mis suurendab korrosioonikindlust ja annab kauni viimistluse. Titaani anodeerimisel on aga omad raskused.
1. Pinna ettevalmistamine:Titaani pind tuleb enne anodeerimist hoolikalt ette valmistada. Igasugused saasteained, näiteks õli või töötlemisjäägid, võivad anodeeritud kihi halba nakkumist põhjustada. See nõuab sageli täiendavaid puhastusprotsesse, näiteks ultrahelipuhastust või keemilist söövitamist, mis suurendab tootmisaega ja -kulusid.
2. Anodeerimisprotsessi juhtimine:Titaani anodeerimisprotsess on tundlik mitmesuguste parameetrite, sealhulgas pinge, temperatuuri ja elektrolüütide koostise suhtes. Ühtlase anodeeritud kihi saavutamiseks on vaja nende muutujate täpset kontrolli. Variatsioonid võivad põhjustada ebaühtlast värvi ja paksust, mis on ülitäpsete rakenduste puhul vastuvõetamatu.
3. Värvi järjepidevus:Anodeeritud titaan võib anodeeritud kihi paksusest olenevalt toota mitmesuguseid värve. Ühtlase värvi saavutamine mitme detaili ulatuses võib aga olla keeruline pinnaviimistluse ja paksuse erinevuste tõttu. See ebajärjekindlus võib olla problemaatiline rakendustes, kus esteetiline ühtlus on kriitilise tähtsusega.
4. Anodeerimisjärgne töötlus:Pärast anodeerimist võib anodeeritud kihi toimivuse parandamiseks olla vajalik täiendav töötlemine. Nende hulka võivad kuuluda tihendusprotsessid, mis võivad töövoogu veelgi keerulisemaks muuta ja tootmisaega pikendada.
Kokkuvõtteks
CNC-töötlus ja sellele järgnev titaanisulamite anodeerimine on keerulised protsessid, mis nõuavad eriteadmisi, seadmeid ja tehnoloogiat. Töötlemisega seotud väljakutsed, nagu tööriistade kulumine, soojuse teke ja laastude teke, koos anodeerimise keerukusega rõhutavad hoolika planeerimise ja teostamise vajadust. Kuna nõudlus kõrgjõudlusega titaankomponentide järele kasvab jätkuvalt erinevates tööstusharudes, on nende raskuste ületamine kriitilise tähtsusega tootjate jaoks, kes soovivad täita rangeid kvaliteedi- ja jõudlusstandardeid.
HY Metals on CNC-töötlemise ekspert, kellel on enam kui 14-aastane kogemus. Oleme töötlenud palju titaanist detaile suure täpsuse ja hea kvaliteediga.
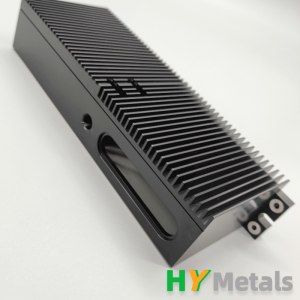
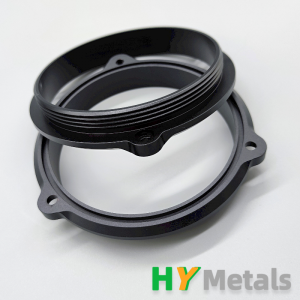
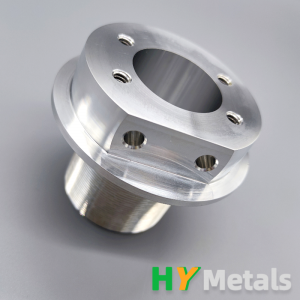
Siin on mõned uued tulijadCNC-töödeldud titaandetailidValmistatud HY Metalsi poolt.
HY Metallidpakkumaühe peatuseeritellimusel tootmisteenused sealhulgaslehtmetalli valmistamine jaCNC-töötlus, 14 aastat kogemust ja8 täielikult omanduses olevat rajatist.
SuurepäraneKvaliteetkontroll,lühikepöördepunkt,suurepäranesuhtlemine.
Saatke oma pakkumiskutse koosdetailjoonisedtäna. Esitame teile hinnapakkumise niipea kui võimalik.
WeChat:na09260838
Räägi:+86 15815874097
E-post:susanx@hymetalproducts.com
-
17-7 PH roostevabast terasest CNC-töötlus: parim...
-
Kohandatud CNC-mehaaniline jahutusradiaatori prototüüp alumiiniumist ...
-

Kohandatud ülitäpne CNC-treitud osade treimine ...
-

Kohandatud CNC-töödeldud alumiiniumdetailid san ...
-

Ülitäpsed CNC-töötlusteenused PEEK-töötlus...
-
Ülitäpne CNC-treitud alumiiniumdetail ...
-
Ülitäpsed CNC-treidetailid töödeldud ...
-
Ülitäpsed kohandatud CNC-freesimisega alumiiniumdetailid